Casting defects refer to quality problems in castings caused by various factors during the casting process, such as porosity, cracks, inclusions, and so on.
The importance of preventing casting defects
Preventing casting defects can improve product quality, reduce scrap rates, improve productivity, and reduce rework costs.
Impact of casting defects on product quality and productivity
Defects can directly affect castings’ strength, appearance, durability and productivity, leading to substandard quality and production delays.
2. 15 types of casting defects
Casting defects may take many forms during production and they can affect the strength, durability and appearance of castings. The following are some common casting defects and their characteristics:
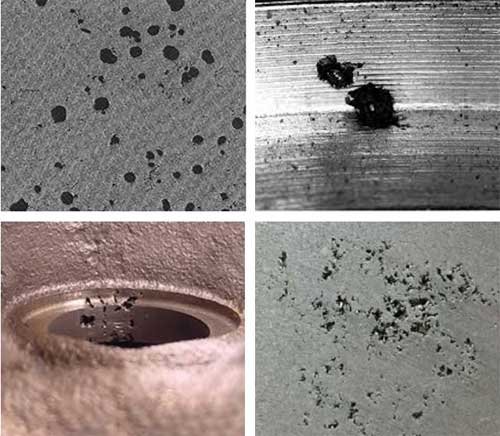
2.1 Porosity
Porosity is the presence of holes in a casting, usually formed by the failure of gas to be discharged during the casting process or by the capture of gas during solidification.
Types of porosity
Gas porosity: gas does not escape completely during the casting process, resulting in gas bubbles being trapped within the metal.
Shrinkage porosity: the metal shrinks during the cooling process, resulting in the formation of voids.
2.2 Shrinkage Defects
Shrinkage defects are voids or cracks caused by volume contraction during solidification of the metal.
The effect of shrinkage defects on parts
Shrinkage defects can reduce the strength and stability of the part, affecting its performance.
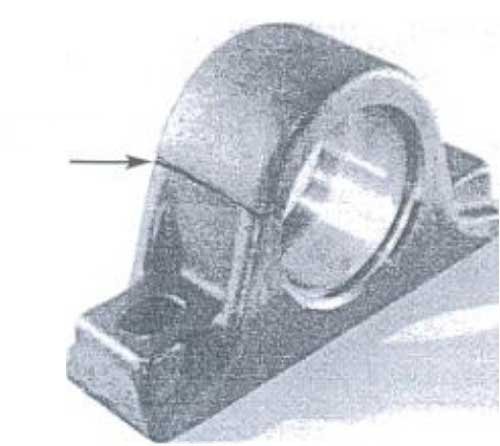
2.3 Cracking
Cracks are generally caused by thermal stress or uneven cooling during the casting process.
Types of cracks
Thermal cracks: Cracks caused by high metal temperatures during casting.
Cold cracks: Cracks caused by excessive internal stresses in the metal during the cooling process.
2.4 Surface Defects
Surface roughness and sand holes
Surface defects such as roughness or sand holes may appear on the surface of the casting, affecting the appearance and surface properties of the casting.
Effects of Surface Defects
These defects affect the aesthetics of the part and may result in degradation of performance, especially in applications where high surface quality is required.
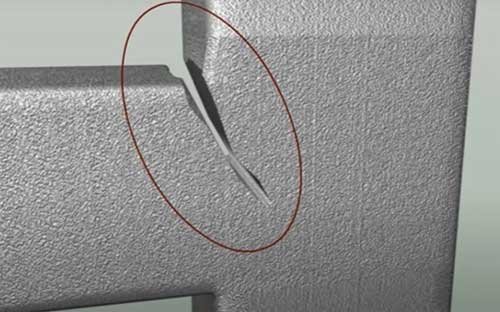
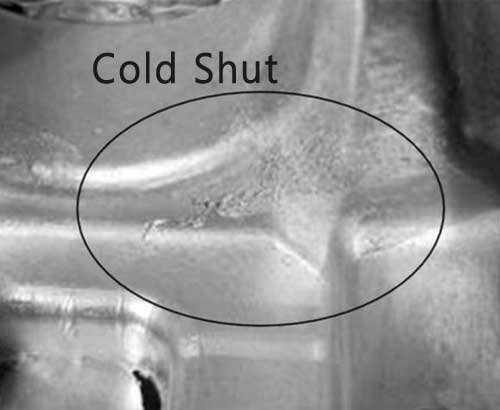
2.5 Insufficient casting and Cold Shut
Insufficient casting: failure of the casting to completely fill the mold, resulting in an incomplete casting.
Cold Shut: the metal cools too quickly, resulting in poor metal flow, thus forming a discontinuous area within the casting.
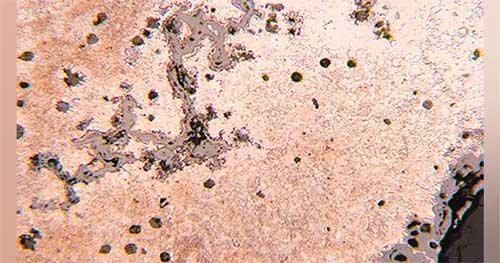
2.6 Mixture
Slag and scum in ductile iron castings
Definition and source of inclusions
Inclusions are castings in the presence of non-metallic substances, common sand, dross and so on.
Type of mixture
Dross: metal oxides that are not completely removed during the melting process.
Sand: mold materials or external pollutants into the casting to form inclusions.
2.7 Cold Separation Defects
Cold Separation Defects
Cold segregation defects usually occur when the metal does not flow sufficiently, resulting in a part of the casting that is not fully fused.
How to avoid cold segregation defects?
It can be avoided by controlling the pouring temperature and speed and optimizing the mold design.
2.8 Gas inclusions
Gas inclusions
This type of defect is caused by the fact that gases are not effectively removed during the casting process, resulting in them being trapped within the casting.
Gas inclusions may cause surface defects in castings, reducing their mechanical properties and durability.
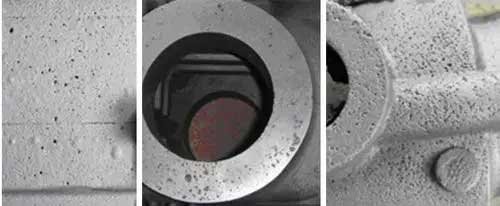
2.9 Trachoma
Trachoma is a cavity in the surface of a casting caused by incomplete compacting of the sand mold or excessive moisture.
Trachoma affects the appearance of castings and may weaken their corrosion resistance and strength.
2.10 Sand defects
Sand defects include excessive roughness of the surface of the sand mold or insufficient strength of the sand mold, resulting in an uneven surface of the casting.
These defects affect the appearance and dimensional accuracy of castings, especially in precision castings.
2.11 Deformation defects
Deformation defects are deformations caused by the accumulation of stress during the cooling process of the casting.
Preventing deformation defects in casting can be done by controlling the cooling rate and using heat treatment processes, which can effectively prevent deformation of castings.
2.12 Moisture defects
Moisture-induced porosity and cavitation defects
Casting moisture defects are caused by moisture in the mold or casting material. This moisture prevents proper gas venting, leading to gas holes or pockets in the casting. It also reduces the fluidity of the molten metal, causing pouring issues or surface defects.
During high-temperature casting, the metal may flow plastically, resulting in a change in the shape of the casting.
Plastic deformation can affect the accuracy and dimensional stability of the part.
2.14 sand entrapment
entrapment defects
Sand entrapment defects usually occur when material from the sand mold is carried into the casting during the pouring process.
Adoption of high-quality sand mold and fine pouring process can effectively avoid the sand entrapment phenomenon.
2.15 Blistering on the casting surface
Die Casting Surface Bubble Defects
Air bubbles may appear on the casting surface due to gas release or incomplete sealing of the metal surface.
Blistering affects the surface flatness of castings, which in turn affects their strength and appearance.
3. Root causes of casting defects
Many factors can cause casting defects. Understanding them can effectively reduce the production of problem parts.
3.1 Mold-related issues
The quality of mold material, design and preparation directly affects the occurrence of casting defects. Optimization of mold design and use of high-quality mold materials can effectively reduce casting defects caused by mold problems.
3.2 Metal related problems
Metal alloy composition, temperature control and contamination problems are important factors in casting defects. Ensuring the accuracy of alloy composition and reducing impurities in the metal can reduce the incidence of defects.
3.3 Process related issues
Process factors such as pouring technology, cooling rate and operation treatment directly affect casting quality. Optimizing the pouring process and controlling the cooling rate can effectively avoid many casting defects.
3.4 Environmental factors
Factors such as environmental humidity, temperature and external pollutants in the casting process will also affect the quality of castings. Keeping the environmental conditions of the foundry stable can help reduce the occurrence of defects.
4. Casting defects prevention methods
4.1 Improvement of mold design and material selection
Selection of suitable mold materials and optimization of mold design can reduce thermal gradient and shrinkage problems, thus reducing defects.
4.2 Optimize the pouring process
Controlling pouring temperature and speed to avoid turbulence and uneven metal flow can reduce the generation of defects such as unfilled, cold segregation and porosity.
4.3 Heat treatment and cooling control
Reasonable control of cooling speed and use of appropriate cooling methods can effectively avoid thermal stress, shrinkage and cracks and other problems.
4.4 Alloy composition and metal quality control
Ensuring the accuracy of alloy composition and reducing impurities in metal can greatly reduce the occurrence of casting defects.
Through surface treatment and heat treatment technology, residual stress can be relieved and the mechanical properties and surface quality of castings can be enhanced.
5. Case study: successful prevention of casting defects
Case: automotive engine parts - successful prevention of porosity and cracks
We know that porosity and cracks not only affect the strength and durability of the part, but can also affect the performance of the entire engine. To ensure the quality of our parts, our team has taken a series of effective preventive measures to successfully avoid these casting defects.
Preventing Porosity:
Porosity is a common problem we encounter in casting, usually due to small holes formed when gases fail to escape effectively. In this project, we took the following measures to prevent the formation of porosity:
Optimize mold design: We improved the exhaust system of the mold to ensure that the gas can be released smoothly and avoid gas trapping.
Controlling pouring speed and temperature: We precisely controlled the temperature and speed of pouring to reduce the possibility of gas trapping in the metal.
Improved metal liquid flow: We optimize the flow path of the metal liquid to avoid turbulence, thus ensuring that the metal fills the mold evenly.
Crack prevention:
Thermal cracking is another common problem in our casting process and usually occurs during the cooling phase. Due to the large temperature difference, the metal shrinks too fast, which can easily lead to cracks. To avoid this problem, we have adopted the following strategies:
Controlling the cooling rate: We precisely control the cooling process to ensure that the metal does not cool too rapidly, thus avoiding cracks caused by stress concentrations.
Selection of the right alloy composition: We specially selected alloys suitable for casting, which can reduce the brittleness of the metal and minimize the occurrence of cracks.
Post-heat treatment: We carry out appropriate heat treatment on the castings to eliminate residual stresses and ensure the uniformity and stability of the metal.
Through the above fine process control and technical measures, we successfully avoided the occurrence of porosity and cracks, ensuring the high strength and long life of the engine parts.
6. Summary
The prevention and control of casting defects require continuous monitoring and process optimization. Close collaboration between design engineers, foundries and quality control teams is the key to ensuring casting quality.
With the continuous application of high technology, the incidence of casting defects will be further reduced and the casting process will be continuously improved and enhanced.
Customized casting FAQs
How long does it take to deliver custom castings?
We create a detailed production plan and track progress to ensure timely delivery of custom castings.
How to choose the material for casting?
Our experts provide guidance to help you select the best alloy based on your needs and material properties.
How to control the size and tolerance of the casting?
We ensure precise dimensional control and may offer post-processing to meet strict tolerance requirements.
How to meet the surface quality requirements?
We choose the right surface treatment (e.g., polishing, coating) to meet both aesthetic and functional needs.
Casting strength and performance issues:
We conduct thorough quality control, including alloy composition checks and performance testing, to ensure the castings meet your strength and performance expectations.
Contact us today to get started on your next casting!