Last updated on April 22, 2026, by Lucy
Many buyers struggle with complex metal parts. Costs rise fast. Quality becomes unstable. I have seen projects fail simply because the wrong process was chosen.
Stainless steel investment casting is a precision manufacturing process that produces complex, near-net-shape parts with excellent corrosion resistance, high dimensional accuracy, and reduced machining cost, making it ideal for medium to high volume production.

I often meet engineers who know their part is complex, yet they hesitate on process selection. This hesitation leads to delays, redesigns, and cost overruns. Understanding this method early helps avoid those issues and keeps projects moving forward.
What is Stainless Steel Investment Casting?
Many people still think casting means rough and imprecise parts. That assumption leads to poor sourcing decisions and unnecessary machining costs.
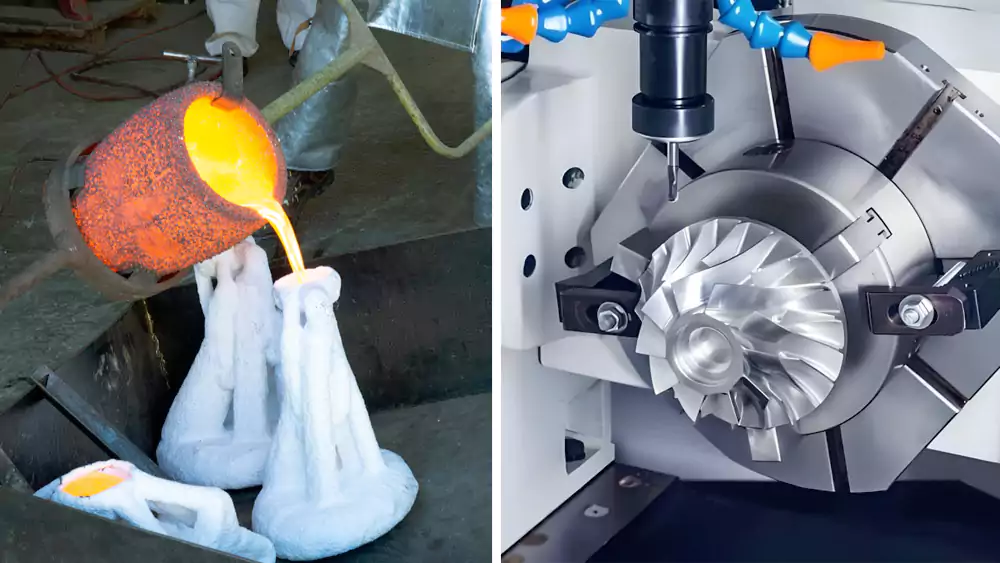
Stainless steel investment casting is a process where a wax model is coated with ceramic, melted out, and replaced by molten stainless steel to create highly accurate and complex metal components with excellent surface finish.

Definition and Key Characteristics
When I first stepped into a foundry, I quickly understood that investment casting is a controlled and repeatable engineering process.
The process starts with a wax pattern that exactly matches the final part. Then a ceramic shell1 is built layer by layer. After the wax is removed, molten stainless steel fills the cavity. The result is a near-net-shape component that requires minimal finishing.
This process works especially well with stainless steel. The material flows well during pouring and maintains strength after solidification. It also supports thin walls and intricate geometries.
Why Stainless Steel is Ideal for Investment Casting
Over the years, I have worked with many alloys. Stainless steel consistently offers the best balance.
Corrosion resistance allows parts to perform in harsh environments. Strength ensures structural reliability. Machinability allows easy finishing when required.
| Property | Practical Benefit |
|---|---|
| Corrosion Resistance | Long service life in harsh use |
| Strength | Reliable load-bearing performance |
| Machinability | Efficient post-processing |
I have seen projects succeed simply because the material and process were matched correctly from the start. That combination matters more than most people expect.
How Does the Stainless Steel Investment Casting Process Work?
Many buyers only see the final part. They do not see the control behind each step. That is where consistency and quality are truly defined.
The stainless steel investment casting process includes wax pattern creation, ceramic shell building, dewaxing, metal pouring, controlled cooling, and finishing to produce precise and repeatable components.

Step-by-Step Process Overview
When I explain this to clients, I keep it simple. Each step has a direct impact on the final quality.
Wax Pattern Creation
We inject wax into precision tooling. This defines the geometry and tolerance baseline.
Ceramic Shell Building
We coat the wax with ceramic slurry and sand. Multiple layers build strength.
Wax Removal (Dewaxing)
We heat the shell and remove the wax. This leaves a clean internal cavity.
Molten Metal Pouring
We pour molten stainless steel under controlled temperature conditions.
Cooling and Solidification
The metal cools. Grain structure forms. This step affects mechanical properties.
Finishing and Machining
We remove the shell, cut gates, and perform machining where required.
At this point, many engineers start to see how much control exists in this process. Each stage is measurable, repeatable, and optimizable.
Case Study: Custom Valve Component
I once worked on a valve body with complex internal channels. The customer struggled with machining cost and inconsistency.
| Parameter | Value |
|---|---|
| Material | 316 Stainless Steel2 |
| Weight | 1.8 kg |
| Dimensional Tolerance | ±0.08 mm |
| Surface Roughness3 | Ra 3.2 μm |
| Annual Volume | 25,000 pcs |
| Machining Reduction | 65% less vs CNC |
| Lead Time | 5 weeks |
After switching to investment casting, the customer reduced cost by 40%. They also improved consistency across batches. This is the kind of result that confirms the process choice.
What Are the Benefits, Materials, and Applications?
Many teams focus only on unit price. They ignore total cost, performance, and long-term reliability.
Investment casting provides high precision up to ±0.1 mm, enables complex geometries, delivers excellent surface finish, and reduces total manufacturing cost for medium to large production volumes.

Key Benefits of Investment Casting
From my experience, four benefits stand out clearly.
Precision reduces machining. Complexity allows better design freedom. Surface quality improves appearance and function. Cost efficiency grows with volume.
| Benefit | Impact |
|---|---|
| Precision | Less rework and machining |
| Complexity | Design flexibility |
| Surface Quality | Better finish and performance |
| Cost Efficiency | Lower total cost at scale |
Common Stainless Steel Grades
Different applications require different materials.
Austenitic Stainless Steel (304 / 316)4
Best for corrosion resistance and general use.
Martensitic Stainless Steel (410, 420)
Higher hardness for wear resistance.
Precipitation Hardening (17-4PH)
High strength with good corrosion resistance.
Typical Applications
I have supported projects across multiple industries.
Automotive Components
Turbo housings and exhaust systems.
Motorcycle Parts
Structural and engine components.
Medical Equipment
Precision surgical tools.
Industrial Machinery
Valves, pumps, and connectors.
Manufacturing Capabilities: What Truly Matters
When I evaluate a foundry, I focus on real capabilities, not just claims.
Precision investment casting requires strict control over tooling, shell building, and pouring parameters. A capable supplier will maintain tight tolerances, often within ±0.1 mm, across stable production runs.
Advanced foundries also integrate in-house machining. This ensures critical dimensions are controlled without outsourcing delays. Heat treatment capability5 is another key factor, especially for grades like 17-4PH.
I always look for process traceability. This includes material certification, inspection reports, and dimensional records. These are essential for industries like aerospace and energy.
Strong suppliers also support design optimization. They help adjust wall thickness, draft angles, and gating systems to improve yield and reduce defects.
In my experience, true capability is not just about making parts. It is about controlling every step from design to delivery with consistency.
How Does Investment Casting Compare to Other Methods?
Choosing the wrong process can delay projects and increase cost. I have seen this happen more times than I can count.
Investment casting is best for complex shapes and medium-to-high volumes, while forging suits simple high-strength parts, CNC machining fits low-volume precision work, and MIM is ideal for very small components.
Investment Casting vs Forging
Forging delivers strength but limits geometry. Investment casting allows complex shapes with good strength.
Investment Casting vs CNC Machining
CNC offers flexibility but wastes material. Cost increases with complexity. Casting reduces both.
Investment Casting vs Metal Injection Molding (MIM)
MIM works for small parts. Investment casting handles larger and more complex components.
When Should You Choose Investment Casting?
This is where decisions become clear.
- Small batch + complex parts → Not ideal
- Medium to large batch + complex parts → Strong choice
How to Choose a Reliable Supplier
I always recommend looking for proven experience.
- 20+ years in casting
- Strong tolerance control systems
- In-house machining capability
- Export experience to EU and US
These factors reduce risk and improve communication. They also ensure consistent delivery.
Conclusion
Stainless steel investment casting gives engineers a reliable way to produce complex, high-performance parts with precision and cost efficiency, especially when supported by the right manufacturing expertise and process control.

-
Explore this link to understand the crucial role and manufacturing process of ceramic shells in achieving precise investment castings. ↩
-
Learn about 316 Stainless Steel's corrosion resistance and mechanical properties that make it ideal for durable custom components. ↩
-
Explore this link to understand how surface roughness affects product performance and quality in manufacturing processes. ↩
-
Learn why Austenitic Stainless Steel 304 and 316 are preferred for corrosion resistance and general applications in various industries. ↩
-
Discover how heat treatment enhances strength and corrosion resistance, crucial for high-performance stainless steel components. ↩