Many buyers struggle with impeller sourcing. Poor casting quality leads to imbalance, vibration, and early failure. This often results in costly downtime and supplier disputes.
Impeller casting is the process of forming complex rotating components using methods like investment casting, sand casting, or machining, where precision, material choice, and balance directly impact performance, lifespan, and cost efficiency.

Choosing the right process and supplier is not simple. Each decision affects performance, cost, and delivery. I will break this down step by step based on real shop experience.
What Is an Impeller and How Is It Manufactured?
Many engineers know impellers are critical. But they often underestimate how manufacturing impacts performance. A small geometric error can destroy balance.
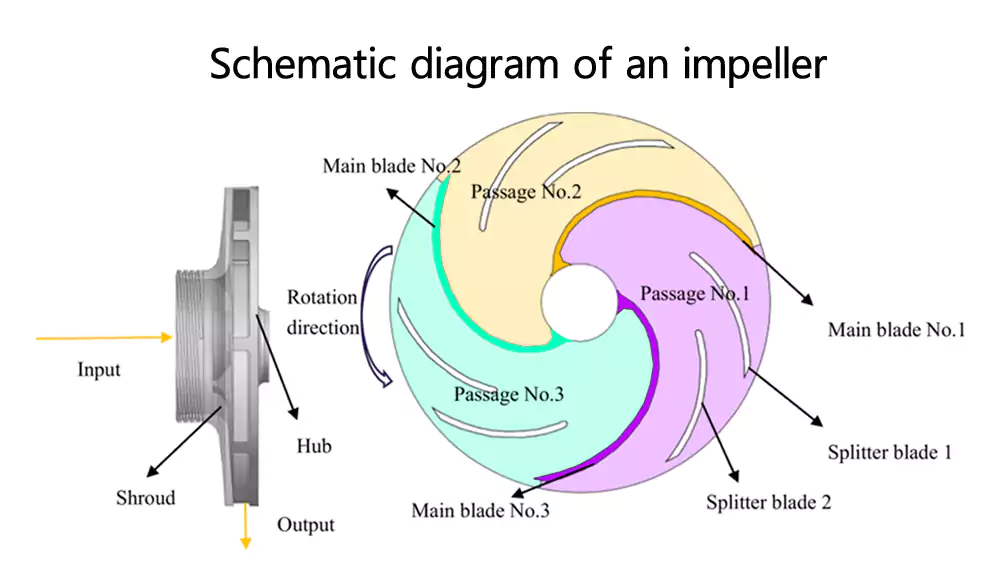
An impeller is a rotating component, typically a disc with blades or vanes, used in pumps, compressors, and mixers to transfer energy from a motor to a fluid, increasing pressure and flow by forcing the fluid outward from the center of rotation.
Before we go deeper, I want to connect design with manufacturing. The way an impeller works directly affects how we should produce it. This is where many sourcing decisions go wrong.
What Is an Impeller?
I usually explain it in a simple way. An impeller is a rotating disc with blades. It transfers energy from a motor into fluid motion. It pushes fluid from the center outward using centrifugal force. This increases both pressure and flow rate.
In real applications, this movement is not just about flow. It defines efficiency, vibration level, and service life. Even a small deviation in blade angle or surface quality can change how fluid behaves inside the system.
Common Types and Applications
| Type | Application | Key Feature |
|---|---|---|
| Open Impeller | Wastewater | Easy cleaning, handles solids |
| Semi-Open Impeller | Industrial fluids | Balanced performance |
| Closed Impeller | Clean fluids | High efficiency |
| Vortex Impeller | Slurry, sewage | Prevents clogging |
| Axial Flow Impeller | High flow systems | Low pressure, high volume |
| Mixed Flow Impeller | Pumps, HVAC | Balanced pressure and flow |
I often see closed and mixed flow impellers used in energy and aerospace sectors. These require tight tolerances and stable balance.
Casting vs Machining Overview
Casting allows complex geometry. Machining improves precision. In many projects, I compare options like casting vs CNC machining to find the right balance.
- Casting → near-net shape
- CNC → critical surfaces
This reduces cost and ensures repeatability.
Impeller Casting and Manufacturing Methods Compared?
Many buyers choose the wrong process. This leads to overpaying or poor performance. The method must match the design.
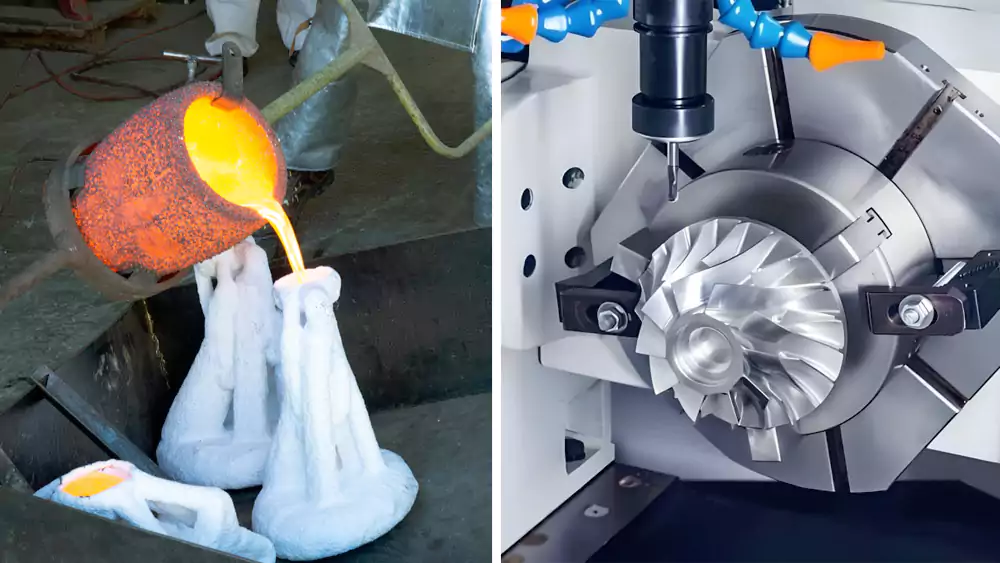
Impeller manufacturing methods include investment casting, sand casting, die casting, and CNC machining, each offering different trade-offs in cost, precision, and production volume.
Now we move from “what it is” to “how it is made.” This is where cost and quality start to diverge. A wrong choice here will follow you through the whole project.
Investment Casting
I use this for complex impellers. It gives high precision and smooth surfaces. It reduces machining work. In fact, many of my projects rely on advanced investment casting services to achieve consistent blade geometry.
- Tolerance: ±0.1 mm
- Surface: Ra 3.2–6.3
- Best for: complex blades
Sand Casting
This is more flexible for large parts. But accuracy is lower.
- Tolerance: ±0.5 mm
- Low tooling cost
- More machining needed
Die Casting
This is suitable for aluminum and high-volume production. I do not use it for critical rotating parts.
CNC Machining from Solid
This gives maximum precision. But cost and material waste are high.
Comparison Table
| Method | Cost | Accuracy | Lead Time | Best Use |
|---|---|---|---|---|
| Investment Casting | Medium | High | Medium | Complex parts |
| Sand Casting | Low | Medium | Fast | Large parts |
| Die Casting | Low (volume) | Medium | Fast | Aluminum |
| CNC Machining | High | Very High | Slow | Prototypes |
From my experience, investment casting with CNC finishing is the best balance.
Materials for Impeller Casting and How to Choose?
Material selection is often misunderstood. Many buyers only look at price. This creates long-term failure risks.
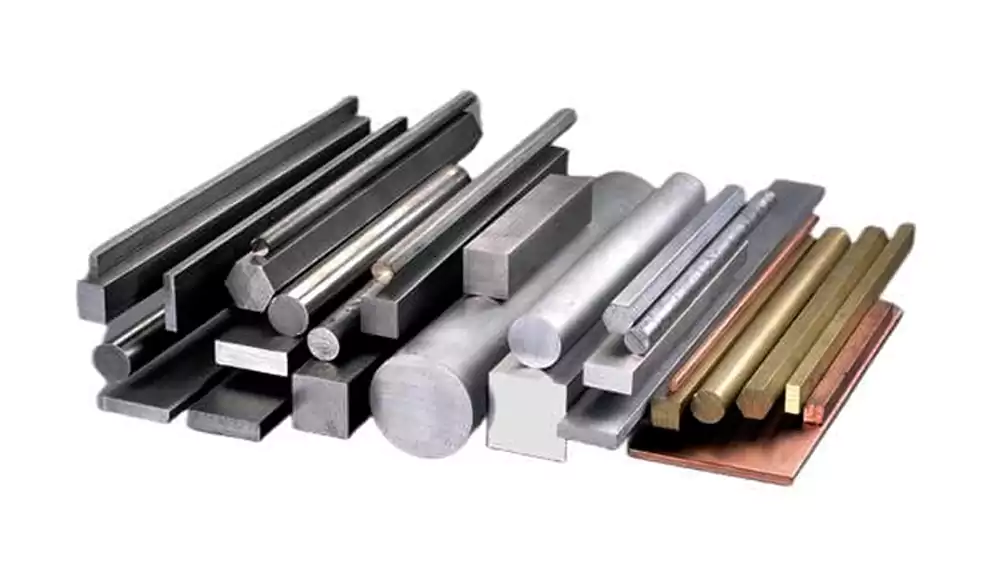
Impeller materials such as stainless steel, bronze, aluminum, duplex steel, and nickel alloys must be selected based on corrosion resistance, strength, and temperature conditions.
Now we move to material. This is where performance is decided. A good design with the wrong material will still fail.
Common Materials
| Material | Feature | Typical Use |
|---|---|---|
| Stainless Steel (CF8M, 316) | Corrosion resistant1 | Chemical, marine |
| Bronze | Excellent seawater resistance | Marine pumps |
| Aluminum | Lightweight | HVAC, low load |
| Duplex Stainless Steel | High strength + corrosion | Offshore, energy |
| Cast Iron | Low cost | General industry |
| Nickel Alloys (Inconel) | High temperature resistance | Aerospace, turbines |
Corrosion, Strength, Temperature
I always ask three basic questions:
- Is the fluid corrosive?
- What is the working temperature?
- What load and speed are involved?
These define the material choice.
Material Selection by Application2
- Marine → Bronze or duplex
- Chemical → Stainless steel
- High temperature → Nickel alloy
- Cost-sensitive → Cast iron
I have seen projects fail in weeks because of wrong material selection.
Design, Engineering and Quality Requirements?
Design errors are expensive. Once tooling starts, changes are difficult. Many problems start here.
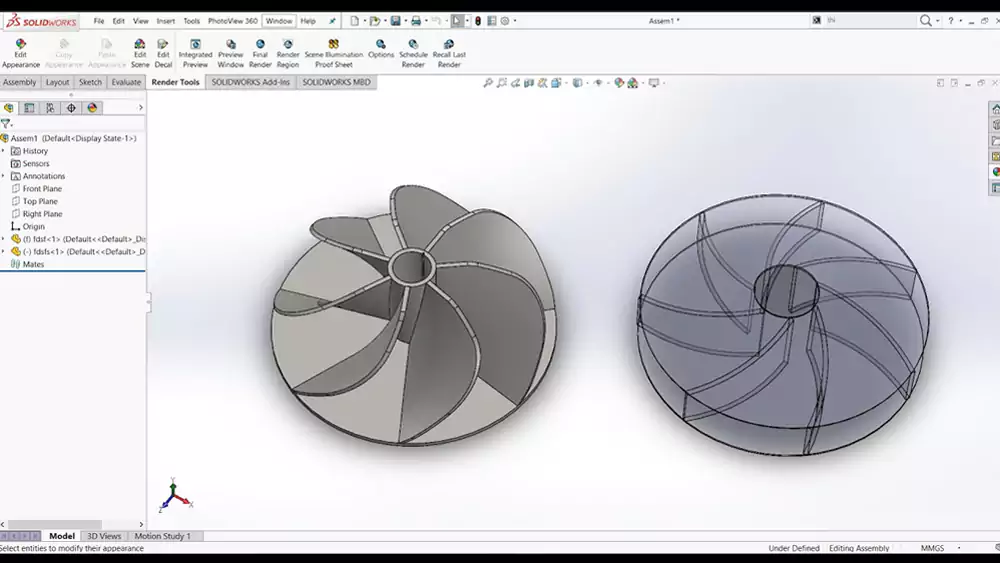
Impeller design must consider casting feasibility, blade geometry, balance, and inspection standards to ensure stable operation and consistent quality.
At this stage, design meets manufacturing. This is where experience matters most. Small design changes can prevent major production issues.
Design for Casting (DFM)
I always optimize before tooling:
- Add draft angles
- Avoid sharp corners
- Keep uniform wall thickness
Blade Geometry & Wall Thickness
Blade shape controls flow. Thickness affects strength and casting success.
Too thin → risk of defects
Too thick → imbalance risk
Balancing Requirements
Dynamic balance3 is critical. Even small deviations create vibration.
Typical standard: ISO 1940 G6.3 or better
Tolerances and Standards
| Standard | Use |
|---|---|
| ISO | Global |
| DIN | Europe |
| ASTM | Material |
Inspection Methods
- CMM for dimensional check
- NDT for internal defects
- Dynamic balancing test
Case Study: High-Precision Closed Impeller (Energy Sector)
I worked on a custom impeller for a European client. The main issue was vibration during operation.
Project Parameters
| Parameter | Value |
|---|---|
| Material | CF8M (Stainless Steel) |
| Diameter | 220 mm |
| Blade Count | 7 |
| Tolerance | ±0.08 mm |
| Balance Grade | G2.5 |
| Process | Investment Casting + CNC |
| Quantity | 500 pcs/year |
Key Actions
- Optimized gating system
- Controlled cooling process
- Applied precision finishing similar to turbine-grade investment casting for turbine blades
- Added CNC finishing
Result
- Scrap rate reduced by 35%
- Vibration reduced by 20%
- Stable delivery achieved
This is where process control and experience make the difference.
Cost Factors and Supplier Selection?
Cost confusion is very common. Many buyers compare quotes without understanding the details.
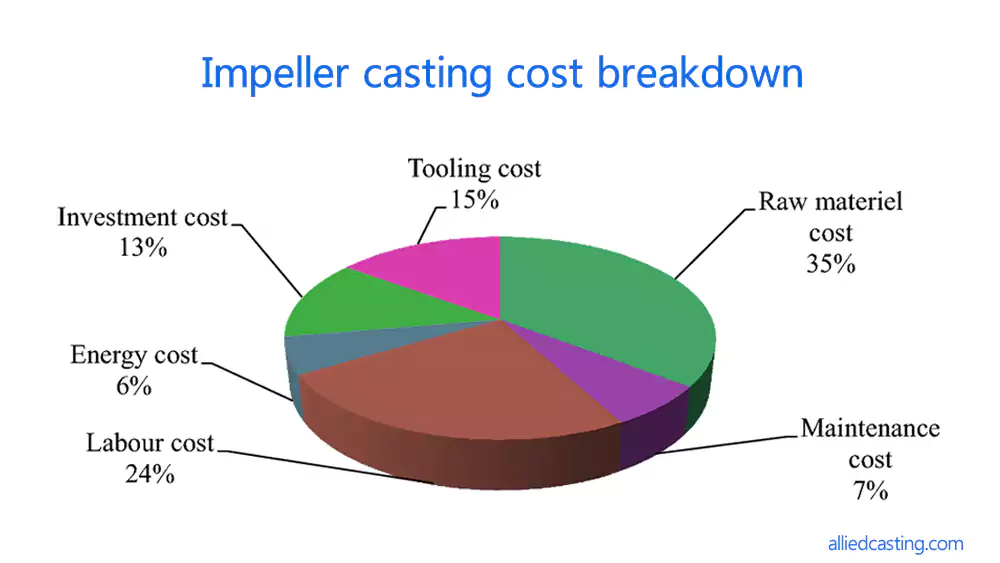
Impeller casting cost depends on tooling, material, complexity, volume, and finishing, while supplier selection should focus on engineering capability and quality control.
Now we move to the final decision stage. Cost and supplier choice will define the success of your project.
What Affects Cost?
- Material cost
- Geometry complexity
- Machining time
- Inspection level
Tooling, Quantity, Complexity
Tooling cost4 is high at the start. But it decreases with volume.
Low volume → high unit cost
High volume → optimized cost
How to Evaluate a Reliable Supplier
I always check:
- Engineering support5
- Process transparency
- Communication speed
Certifications and Capabilities
| Certification | Importance |
|---|---|
| ISO 9001 | Quality system |
| ISO 14001 | Environmental |
| AS9100 | Aerospace |
A good supplier reduces risk, not just price.
Common Defects and How to Avoid Them?
Defects are common in casting. But most of them can be controlled with the right process.
Impeller defects such as porosity, shrinkage, imbalance, and surface damage are often caused by poor design, incorrect material selection, or weak process control, and can be minimized through proper engineering and inspection.

Now we close the loop. We started with design and process. Here we see what happens when things go wrong.
Casting Defects
| Defect | Cause |
|---|---|
| Porosity | Gas entrapment |
| Shrinkage | Poor feeding system |
| Cracks | Thermal stress |
Impeller Damage Causes (In Service)
From my experience, damage also comes from operation:
- Cavitation due to pressure drop
- Corrosion from aggressive fluids
- Erosion from solid particles
- Imbalance from wear or deposits
- Overspeed operation
These often trace back to early design or material decisions.
Machining Issues
- Deformation during clamping
- Tool vibration marks
- Surface roughness problems
Preventive Solutions
I focus on prevention:
- Optimize mold and gating design
- Select correct material
- Control machining parameters
- Perform dynamic balancing
Good control reduces defects before they appear.
Conclusion
Impeller casting is a system of design, material, and process decisions. Each step affects performance, cost, and long-term reliability.

-
Explore corrosion resistant materials to ensure durability and longevity in harsh environments. ↩
-
Learn how to choose the right material for specific applications to avoid costly failures and improve performance. ↩
-
Learn why maintaining dynamic balance is essential to prevent vibration and ensure the longevity and performance of rotating components. ↩
-
Explore this link to understand how tooling cost impacts overall project expenses and how volume affects unit cost. ↩
-
Learn why engineering support is crucial for supplier reliability and project success through this resource. ↩