Last updated on April 24, 2026, by Lucy
Rising material costs and long machining cycles quietly destroy margins. I have seen complex parts become unprofitable simply because too much metal was cut away.
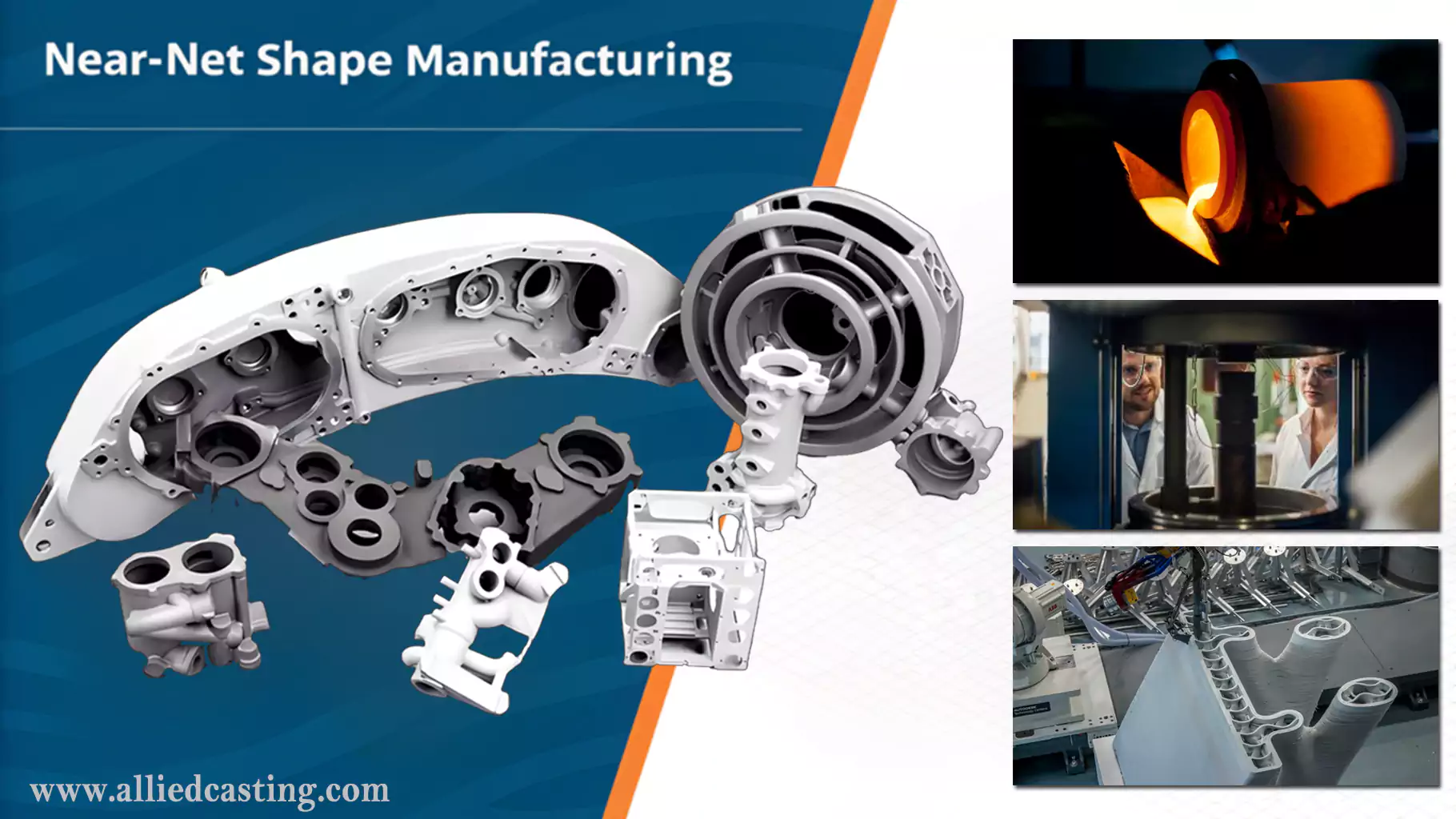
Near-net-shape manufacturing produces parts close to final dimensions, reducing machining, saving material, and improving efficiency. It is best used for complex geometries, costly materials, and medium to high production volumes.
I have worked with many sourcing engineers who felt stuck between cost and quality. Once they switched to near-net-shape thinking, the entire cost structure changed.
What is Near-Net-Shape Manufacturing?
Many designs look perfect on paper. But in production, they require heavy machining. That is where cost begins to rise.
Near-net-shape manufacturing creates parts that are already very close to final geometry, so only minimal machining is needed compared to traditional subtractive methods.
If you ignore this concept early, you lock in unnecessary cost. If you apply it early, you unlock efficiency.
Definition of Near-Net-Shape
I describe near-net-shape as designing a part so the first forming step already delivers most of the final geometry. Only small finishing operations remain. This changes how engineers think about production.
Near-Net-Shape vs Traditional Machining
Traditional machining removes material from a solid block. Near-net-shape minimizes that removal. The difference shows up directly in cost, lead time, and yield.
| Aspect | Traditional Machining | Near-Net-Shape |
|---|---|---|
| Material Waste | High | Low |
| Machining Time | Long | Short |
| Cost Efficiency | Lower | Higher |
| Complexity | Limited | High |
In my experience, teams that fail to rethink this early often struggle later with cost reduction projects.
How Near-Net-Shape Manufacturing Works?
Many engineers assume this approach is complicated. In practice, it becomes simple when broken into clear steps.
Near-net-shape manufacturing works by designing with allowances, forming the part close to final shape, and applying controlled finishing processes to meet precise tolerances.
If the process is not planned carefully, errors compound. If it is planned well, results become predictable.
Step-by-Step Process Overview
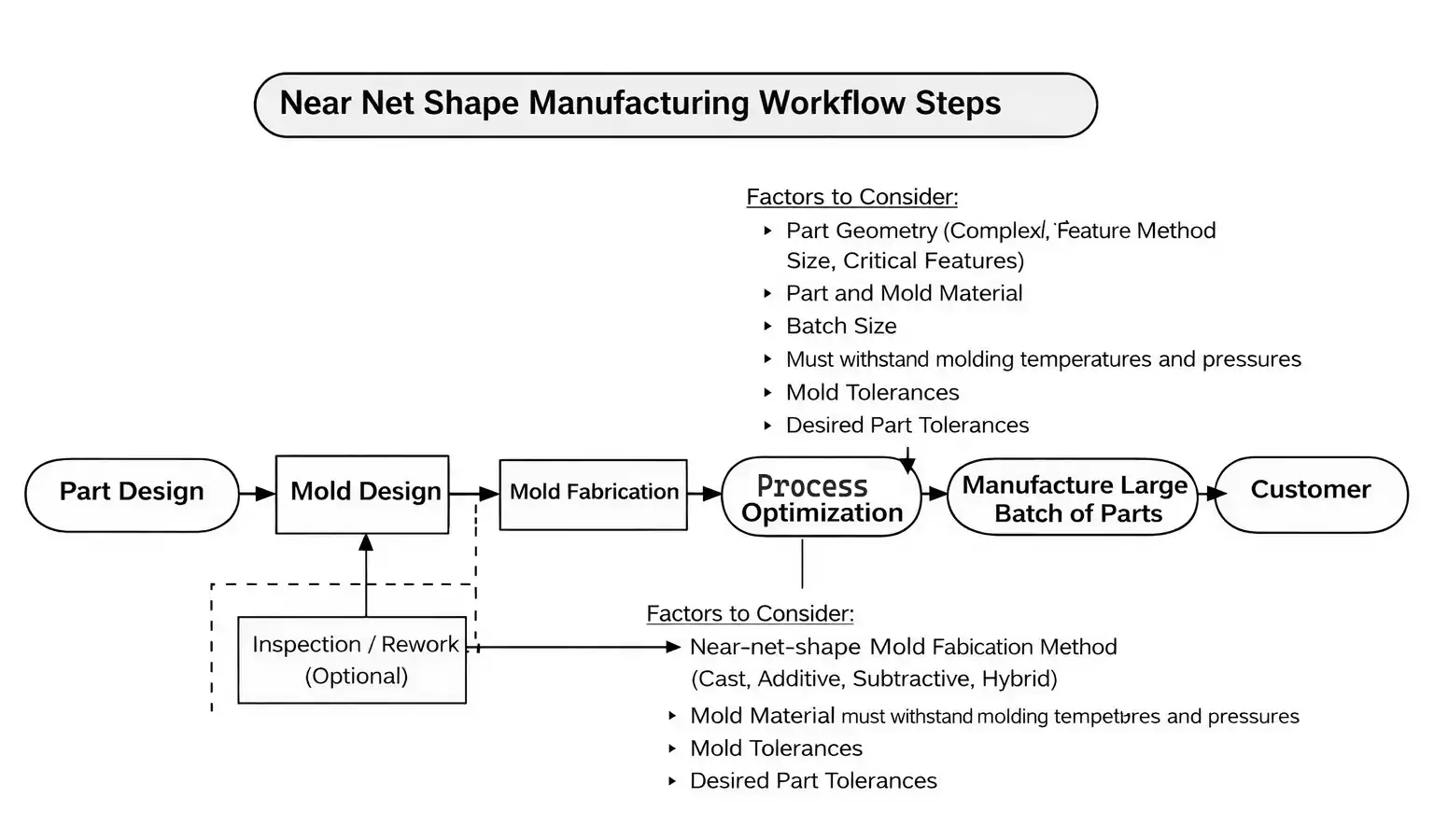
I usually guide teams through a simple flow:
- Design for manufacturability
- Tooling or mold creation
- Primary forming process
- Controlled cooling or heat treatment
- Precision finishing
Each step connects tightly. Small mistakes early create large deviations later.
Key Design Principles
Allowance for Machining1
I always define machining allowance based on function. Critical sealing surfaces need more control. Non-critical surfaces need less.
Shrinkage Considerations2
Shrinkage is not optional. It is predictable. I always build shrinkage factors into tooling design based on alloy data and past experience.
Tolerance Planning
Tolerance must match process capability. Over-tight tolerance increases cost without adding value. I align tolerance with real process limits.
Common Processes and Materials?
Choosing the wrong process can ruin an otherwise strong design. I have seen this happen more than once.
Near-net-shape manufacturing uses processes like investment casting, powder metallurgy, forging, MIM, and additive manufacturing, each suited to specific geometries, materials, and production volumes.

The key is not knowing all processes. The key is choosing the right one.
Processes
Investment Casting (Core Capability)
This is where I built my career. Investment casting offers unmatched flexibility for complex geometries. It produces excellent surface finish and tight tolerances.
In my work, I rely on this process when parts have internal channels, thin walls, or intricate shapes. These are often impossible or too costly to machine.
What makes it powerful is control. Wax patterns define geometry. Ceramic shells define precision. Cooling defines structure.
Here is how I evaluate it:
| Capability | Typical Range |
|---|---|
| Tolerance | ±0.1 mm to ±0.3 mm |
| Surface Finish | Ra 3.2–6.3 μm |
| Weight Range | 0.05 kg to 50 kg |
| Wall Thickness | As low as 1.5 mm |
I also combine investment casting with CNC machining. This hybrid approach gives both efficiency and precision.
Powder Metallurgy
This works well for small, high-volume parts. It offers consistency. But geometry is limited.
Forging
Forging improves strength through grain flow. It is ideal for load-bearing parts. But it limits design freedom.
Metal Injection Molding (MIM)
MIM is suitable for small, complex parts. It scales well in large volumes.
Additive Manufacturing
3D printing offers design freedom. It is useful for prototyping and low-volume production.
Materials
Common materials include:
- Stainless steel
- Carbon steel
- Aluminum alloys
- Superalloys
Material Selection Criteria
I focus on function first. Then I evaluate:
- Strength requirements
- Corrosion resistance
- Temperature limits
- Post-processing needs
Cost vs Performance Trade-offs
I often tell clients not to chase the lowest material cost. A better alloy can reduce failure, reduce warranty risk, and improve long-term value.
Benefits, Limitations, and Applications?
Many teams only look at advantages. That creates risk later.
Near-net-shape manufacturing reduces machining cost, minimizes material waste, and improves efficiency, but it requires upfront tooling investment and is not ideal for low production volumes.

If you understand both sides, you make better decisions.
Advantages
- Reduced machining cost
- Material savings
- Improved efficiency
Limitations
- Tooling investment required
- Not suitable for very low volume
- Secondary machining still needed
Industrial Applications
Automotive Components
Used for brackets, housings, and engine parts.
Medical Devices
High precision and repeatability are critical.
Agricultural Equipment
Durability and cost control matter.
Hydraulic Systems
Complex internal flow paths benefit from casting.
Industrial Machinery
Heavy-duty parts require both strength and consistency.
Case Study: Custom Hydraulic Valve Body
I worked on a valve body where machining alone was not practical due to internal flow channels.
| Parameter | Value |
|---|---|
| Material | ASTM A351 CF8M3 |
| Weight | 3.2 kg |
| Tolerance | ±0.1 mm |
| Surface Finish | Ra 3.2 μm |
| Annual Volume | 8,000 units |
| Machining Reduction | 65% |
| Scrap Rate | <2% |
A senior foundry engineer with over 20 years of experience redesigned the gating system4. This reduced porosity and improved yield stability. That change made mass production reliable.
When to Use It and How to Choose a Supplier?
Many buyers hesitate. That delay often costs more than the process itself.
You should choose near-net-shape manufacturing when parts have complex geometry, use expensive materials, and require medium to high production volume—meeting two of these three conditions makes it a strong candidate.

If you wait too long, redesign becomes harder and more expensive.
When Should You Choose Near-Net-Shape
- Complex geometry
- Medium to high volume
- Expensive materials
I always use a simple rule. If two conditions are met, I evaluate near-net-shape immediately.
Near-Net-Shape vs Net-Shape
Net-shape means no machining. That is rare. Near-net-shape is more practical and flexible.
How to Choose the Right Manufacturing Partner
I look beyond price. I focus on capability.
- 20+ years of experience
- Deep investment casting expertise
- Integrated machining capability
- Strong quality control systems
I once rejected a low-cost supplier due to weak process control. That decision avoided a major production failure later.
Conclusion
Near-net-shape manufacturing is not just a process choice. It is a cost strategy. When applied correctly, it reduces waste, improves efficiency, and enables complex designs to scale reliably in real production.

-
Explore this link to understand how defining machining allowance based on function improves manufacturing precision and reduces errors. ↩
-
Learn why accounting for shrinkage is essential and how to predict it accurately to ensure quality in manufacturing processes. ↩
-
Explore this link to understand why ASTM A351 CF8M is chosen for high-precision, durable hydraulic valve bodies in industrial applications. ↩
-
Learn how an expert's redesign of the gating system can reduce porosity and enhance production reliability in casting processes. ↩