Manufacturing turbine blades is never simple. High temperatures, complex shapes, and strict tolerances leave little room for error. Many teams struggle to choose the right process and pay the price later.
Turbine blades cannot be efficiently produced by machining alone. In practice, investment casting creates the complex near-net shape, while CNC machining finishes only the critical areas. This hybrid approach balances performance, cost, and reliability.
I have spent over twenty years on the shop floor working with both casting and machining. Every turbine blade project I have seen proves one thing: understanding the limits of each process is the key to making the right manufacturing decision.
Why Is Turbine Blade Manufacturing Fundamentally Different?
Designing turbine blades is very different from designing ordinary machined parts. Many engineers underestimate how extreme the operating conditions really are.
Turbine blades operate in very high temperatures and under constant stress. Their shape is complex, and many designs require internal cooling channels that must work reliably for thousands of hours. These factors make standard machining approaches unsuitable on their own.
High-Temperature Operating Environment
Turbine blades often work close to the limits of the material. In gas turbines and turbochargers, temperatures can exceed 900°C. At these levels, even small material defects can cause failure. As a machinist, I have seen perfectly machined parts fail simply because the internal structure was not suited for heat. Manufacturing is not only about shape. It is also about how the metal behaves under load and heat.
Complex Airfoil Geometry and Internal Integration
The aerodynamic shape of a turbine blade is highly refined. Thin walls, twisted profiles, and smooth transitions are common. Many blades also include internal cooling passages1 or lattice-like structures. These features are nearly impossible to produce by machining alone without extreme cost and risk. Pure machining forces compromises that designers often do not realize until late in the project.
What Does Investment Casting Enable — and Where Are Its Limits?
Investment casting is not a perfect process, but it solves problems that machining cannot. The key is understanding what casting does well and where it must be supported by machining.
Precision investment casting for turbine blades allows complex blade geometries, thin walls, and internal cooling passages to be formed in a single operation, while maintaining stable metallurgical properties.

Near-Net Shape and Material Efficiency
In investment casting, the blade is formed close to its final shape. This near-net shape approach saves a large amount of expensive superalloy material. When machining nickel-based alloys, most of the original billet becomes scrap. Casting avoids this waste. Over many projects, I have seen material savings become a major cost advantage, especially for small and medium batch production.
Accuracy Limits of Investment Casting
Casting does have natural limits. Dimensional accuracy is good, but not perfect. Surface finish is acceptable, but not always final. Features such as blade roots, sealing faces, and precise interfaces still need machining. A realistic view of casting helps engineers design parts that are both manufacturable and reliable.
What Are the Real Constraints of Full CNC Machining for Turbine Blades?
Many teams ask if advanced multi-axis CNC machines can solve everything. In theory, yes. In practice, the limits appear very quickly.
Full CNC machining of turbine blades leads to high cost, excessive material waste, and long cycle times. Superalloys are difficult to cut and cause rapid tool wear.
Machining Difficulty of Superalloys
Nickel-based superalloys2 are strong at high temperature, which also makes them hard to machine. Tools wear fast. Heat builds up. Surface quality becomes inconsistent. I have personally scrapped parts after many hours of machining because the tool wear changed the geometry beyond tolerance.
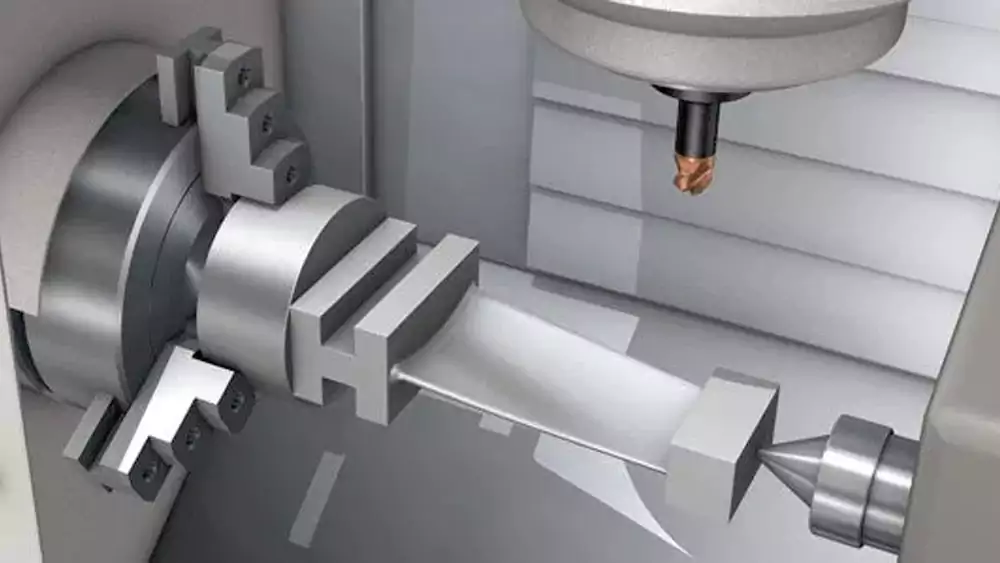
Geometric Accessibility and Time
Even with five-axis machines3, accessing internal features is extremely difficult. Internal cooling channels cannot be machined once the blade is solid. This alone rules out full machining for most modern designs. Machining is powerful, but it has physical limits that no software can overcome.
How Does Hybrid Manufacturing Actually Work in Practice?
In real production, turbine blades are made using both investment casting and CNC machining. This hybrid approach combines the strengths of each process.
Casting creates the overall blade shape and internal features. Machining refines only the critical functional areas.

Features That Must Be CNC Machined
Certain areas always require machining. These include blade roots, fir-tree attachments, sealing surfaces, and tip geometries. Balance-critical zones also need precise machining. By limiting machining to these areas, manufacturers achieve high accuracy without unnecessary cost.
Typical Hybrid Workflow
At Allied Metal, we start with an engineering review. We confirm which features should be cast and which should be machined. After casting, we inspect the near-net shape, then machine only the required surfaces. This workflow improves consistency across batches and reduces risk during scale-up.
Case Study: Custom Industrial Turbine Blade
Below is a real example from a recent industrial turbine project.
| Parameter | Value |
|---|---|
| Application | Industrial Gas Turbine |
| Material | Nickel-Based Superalloy |
| Blade Length | 128 mm |
| Casting Tolerance | ±0.25 mm |
| Machined Root Tolerance | ±0.02 mm |
| Production Volume | 300 pcs |
| Process | Investment Casting + CNC Machining |
The customer originally considered full machining. After review, we shifted to hybrid manufacturing. Material usage dropped by over 40%, and lead time was reduced by three weeks. Performance targets were fully met.
How Should Buyers Balance Cost, Performance, and Manufacturing Risk?
For procurement managers and engineers, the final decision is not only technical. It is also economic.
An integrated approach to custom turbine blade manufacturing offers the best balance between tooling cost, per-part cost, and long-term reliability.

Tooling vs Per-Part Cost
Investment casting requires tooling, but machining requires time. For prototypes, the balance may shift. For serial production, casting quickly becomes more economical. Understanding this balance early avoids redesigns later.
Total Cost of Ownership
Buyers should consider scrap rate, delivery stability, and quality consistency. A cheaper process that fails in production is never cheaper in the end. From my experience, integrated manufacturing creates predictable outcomes and fewer surprises.
Conclusion
Investment casting and CNC machining are not competitors. Together, they form the most practical and reliable way to manufacture high-performance turbine blades.

-
Explore this link to understand how internal cooling passages enhance turbine blade performance and the complexities involved in their production. ↩
-
Explore this link to understand why Nickel-based superalloys are difficult to machine and how to manage tool wear and heat buildup effectively. ↩
-
Learn how five-axis machines enhance geometric accessibility and the limitations they face in machining internal cooling channels. ↩