Last updated on April 1, 2026, by Lucy
Many engineers struggle with complex metal parts that are costly to machine and waste material. I have seen projects fail because the wrong process was chosen early.
Investment casting, also called lost wax casting, is a precision manufacturing process that creates complex metal parts with tight tolerances and smooth surfaces by forming a ceramic shell around a wax pattern and pouring molten metal into it.
I rely on this process when I want to reduce machining cost and material waste. If you want a deeper look at real production capabilities, you can explore investment casting services to understand what is achievable in practice.
What is Investment Casting (Lost Wax Casting)?
Many buyers hear the term but are not sure when to use it. I often see confusion between casting and machining in early project stages.
Investment casting is a manufacturing process used to produce near-net-shape metal parts with high precision, making it ideal for complex geometries, thin walls, and reducing machining requirements.

I see this process as a bridge between design freedom and cost control. It works best when parts are too complex for efficient machining.
When I choose investment casting
- Complex internal or curved shapes
- Thin wall sections (1.5–2 mm)
- Medium to high production volumes
- High-value materials
When I avoid it
- Very simple geometries
- Extremely tight tolerances without machining
- Very low quantities
If you want to understand the concept behind efficiency here, this ties closely to near net shape manufacturing, which is a key advantage of this process.
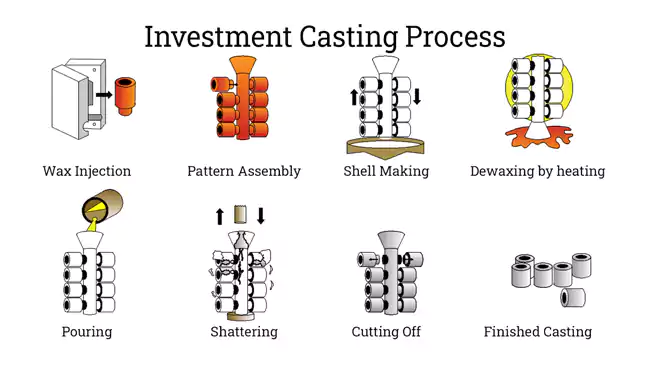
Investment Casting Process: Step-by-Step Overview?
Many people think casting is simple. In reality, each step controls quality, cost, and consistency.
The investment casting process includes pattern making, ceramic shell building, dewaxing, metal pouring, and finishing, with each step directly affecting dimensional accuracy, surface finish, and defect rates.
To really understand this process, I always break it down step by step from a production perspective.
Pattern Making
I start with wax injection1. This defines the final geometry.
Shell Building
I build a ceramic shell layer2 by layer.
| Step | Purpose | Key Control |
|---|---|---|
| Slurry dipping | Inner layer | Viscosity |
| Sand coating | Strength | Grain size |
| Drying | Hardening | Humidity |
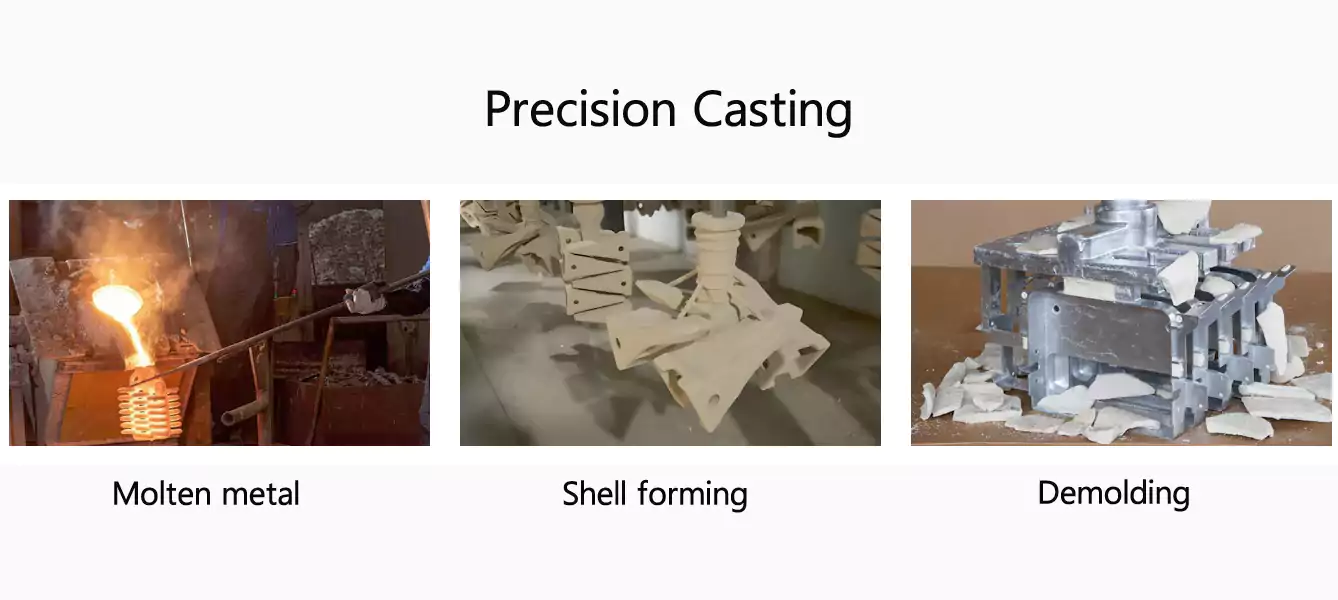
Dewaxing & Pouring
I remove wax in an autoclave. Then I pour molten metal under controlled temperature.
Finishing
I remove the shell and perform cutting, grinding, and optional machining.
This is where experience matters. Small mistakes here create defects later.
Materials, Tolerances and Surface Finish?
Buyers usually focus on three things: material options, achievable tolerances, and surface quality.
Investment casting supports stainless steel, alloy steel, aluminum, and superalloys, with tolerances typically ranging from ±0.1 mm to ±0.3 mm and surface finishes around Ra 3.2–6.3 µm in as-cast condition.
I always evaluate these three together, not separately, because they define total cost and performance.
Common Materials
- Stainless steel (304, 316, 17-4PH)
- Carbon steel
- Alloy steel
- Aluminum alloys
- Nickel-based alloys
Tolerances
| Feature Size | Typical Tolerance |
|---|---|
| < 25 mm | ±0.1 mm |
| 25–100 mm | ±0.2 mm |
| >100 mm | ±0.3 mm |
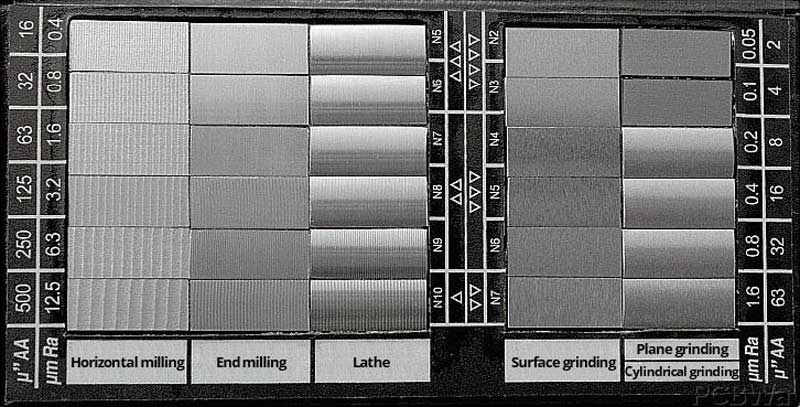
Surface Finish
- As-cast: Ra 3.2–6.3 µm
- Polished: Ra < 1.6 µm
Case Study: Turbine Bracket (Aerospace Application)
I worked on a turbine bracket project where the customer originally used full CNC machining.
| Parameter | Value |
|---|---|
| Material | Inconel 718 |
| Weight | 1.8 kg |
| Wall thickness | 2.5 mm |
| Tolerance | ±0.15 mm |
| Surface finish | Ra 3.2 µm |
| Batch size | 500 pcs |
Material waste was over 60% with machining. After switching to casting, waste dropped below 15%. Machining time dropped by 40%.
This is the exact scenario where investment casting delivers real value.
Advantages and Typical Applications of Investment Casting?
Many engineers understand the process but do not fully use its advantages in design.
Investment casting offers high design freedom, near-net-shape capability, reduced machining, and excellent surface finish, making it ideal for aerospace, automotive, medical, and industrial applications.

I always explain this from a design and cost perspective.
Key Advantages
- Complex shapes without assembly
- Reduced machining time
- Better material utilization
- Smooth surface quality
- Wide material range
If you want a balanced view, it also helps to understand the advantages and disadvantages of investment casting, especially when comparing with other processes.
Typical Applications
| Industry | Example Parts |
|---|---|
| Aerospace | Turbine blades, brackets |
| Automotive | Exhaust parts |
| Medical | Surgical instruments |
| Industrial | Valve bodies |
Consistency across batches3 is what I value the most in real production.
Investment Casting vs CNC Machining: Which One to Choose?
This is the most common decision point for engineers and sourcing managers.
Investment casting is best for complex geometries and medium-to-high volumes, while CNC machining is better for tight tolerances, simple parts, and low-volume production.
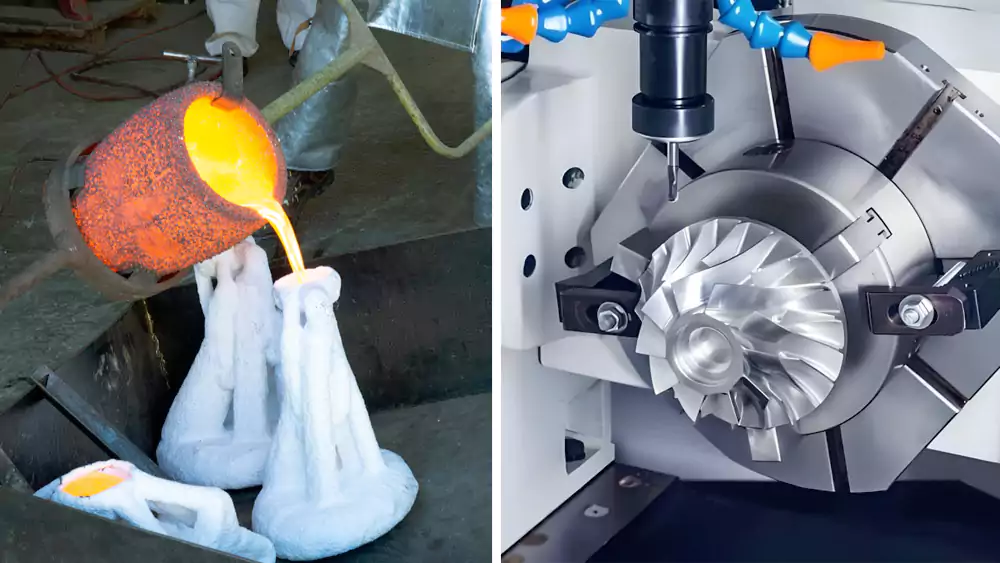
I usually guide decisions using a simple comparison logic.
Comparison Table
| Factor | Investment Casting | CNC Machining |
|---|---|---|
| Complexity | Excellent | Limited |
| Tolerance | Medium | High |
| Cost (low qty) | High | Low |
| Cost (high qty) | Low | High |
| Material waste | Low | High |
If you want a deeper comparison, I often recommend reviewing this breakdown of casting vs CNC machining differences to support sourcing decisions.
My Rule of Thumb
- Use casting for complex parts and volume > 100 pcs
- Use machining for precision-critical or low-volume parts
In many projects, I combine both processes.
Cost Factors and Lead Time for Investment Casting?
Cost and delivery time are always key concerns in sourcing decisions.
Investment casting cost depends on tooling, material, complexity, and volume, while lead time typically ranges from 3 to 6 weeks including tooling, sampling, and production.

I always break cost and time into clear stages.
Cost Factors
- Tooling (wax mold)4
- Raw material
- Part complexity
- Post-processing
Lead Time Breakdown
| Stage | Time |
|---|---|
| Tooling | 7–15 days |
| Sampling | 7–10 days |
| Production | 2–4 weeks |
From my experience, the real value comes from balance. I reduce machining cost and avoid wasting expensive material.
Conclusion
Investment casting helps me produce complex parts with lower waste, reduced machining, and consistent quality when design and volume align with the process.

-
Explore this link to understand how wax injection defines the final geometry in pattern making, a crucial step in metal casting. ↩
-
Learn about the step-by-step process of building a ceramic shell layer by layer, essential for creating strong molds in metal casting. ↩
-
Learn why maintaining consistency across batches is crucial for quality control and customer satisfaction in production. ↩
-
Explore this link to understand how tooling, especially wax molds, impacts manufacturing costs and efficiency. ↩