Turbine blades often fail not because of poor casting, but because of weak secondary machining. Many buyers focus on alloy and casting method. They later face vibration, fitment issues, or early wear.
Secondary operations such as precision drilling, CNC grinding, and dynamic balancing determine the final performance of turbine blades. Casting creates the shape. Secondary machining controls tolerance, surface finish, and rotational stability, which directly affect lifespan and reliability.
I have worked in investment casting for more than 20 years. I started on the shop floor. I saw good castings ruined by poor finishing. I also saw average castings perform well because machining was done right. That experience shaped how I build processes today.
If you want to see how I structure the full workflow from raw casting to finished component, you can review our approach to custom turbine blade manufacturing.
Why Do Secondary Operations Define a Mature Turbine Blade Manufacturer?
Many suppliers say they can cast turbine blades. Few can control what happens next. Buyers often discover this only after assembly problems appear.
A mature turbine blade manufacturer controls drilling, grinding, and balancing in-house. This control ensures positional tolerance, surface consistency, and stable rotation. It also reduces dimensional variation between batches.

Casting Is Only the Starting Point
Investment casting gives near-net shape. It does not guarantee final tolerance. Root profiles may still need precision grinding. Cooling holes may need exact positional control. Surfaces may need Ra improvement.
To understand the foundation stage in detail, I recommend reviewing our guide on investment casting for turbine blades. Casting enables complex airfoil shapes, thin walls, and internal channels. I also explain this in depth in my article about how investment casting enables complex turbine blade geometry.
I always tell customers this simple truth:
- Casting defines geometry
- Machining defines performance
If I do not control the full dimensional chain, I cannot guarantee final results. That is why I invested early in CNC machining centers and balancing equipment.
Dimensional Chain Control
When I speak with sourcing managers in Germany or other EU countries, they often ask about CpK and repeatability. I understand why. Aerospace and energy sectors demand stability.
A mature factory controls:
| Process Stage | Risk If Not Controlled | Impact |
|---|---|---|
| Drilling | Hole deviation | Cooling imbalance |
| Root Grinding | Poor fit | Assembly stress |
| Profile Grinding | Surface variation | Efficiency loss |
| Balancing | Vibration | Bearing failure |
This is not about price. This is about manufacturing maturity.
What Makes Drilling, Grinding, and Balancing So Critical?
Many buyers assume machining is standard work. It is not. Turbine blades are rotating components. Small errors multiply at high speed.
Precision drilling controls airflow and structural strength. Grinding controls fit and surface quality. Dynamic balancing ensures rotational stability at high RPM. Together, these steps turn a casting into an installation-ready component.
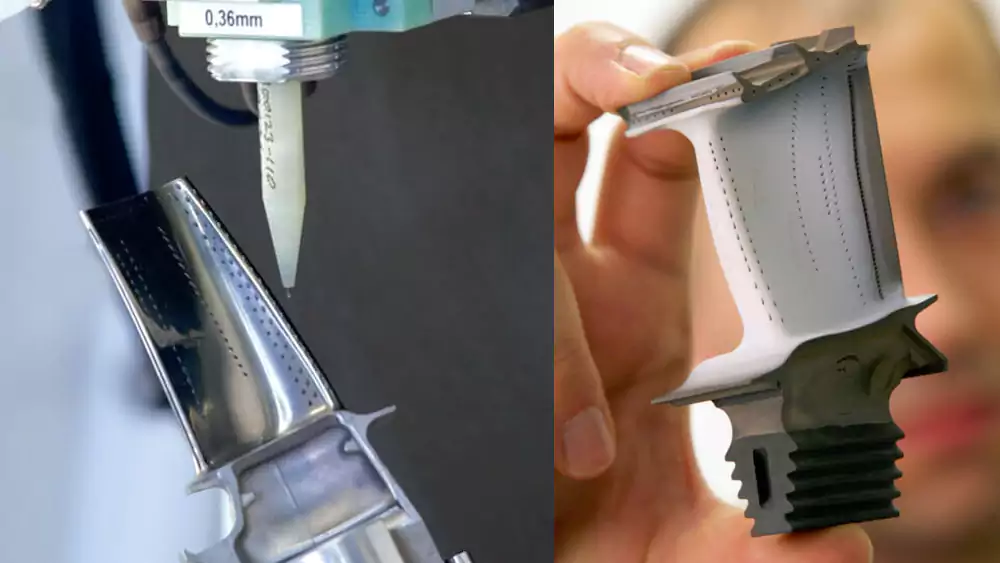
Precision Drilling: Position Matters
Cooling holes or mounting holes must follow tight positional tolerance. I use CNC drilling with custom fixtures. Manual drilling cannot meet repeatability standards for demanding applications.
Some customers ask whether full CNC machining could replace casting. I have discussed that comparison in detail in investment casting vs CNC machining for turbine blades – a practical comparison.
For example, in one custom industrial compressor blade project:
| Parameter | Requirement | Achieved |
|---|---|---|
| Hole Diameter | 1.20 ± 0.02 mm | 1.20 ± 0.01 mm |
| Positional Tolerance | ±0.03 mm | ±0.02 mm |
| Hole Depth | 6.5 ± 0.05 mm | 6.5 ± 0.03 mm |
| Burr Height | <0.02 mm | <0.01 mm |
I designed a dedicated fixture to secure the blade root and airfoil. I controlled clamping force to avoid distortion. I verified each batch with CMM inspection1.
Grinding: Fit and Surface Integrity
Root grinding defines how the blade sits in the rotor. Poor grinding creates micro gaps or stress concentration.
In a recent custom turbocharger blade case:
- Material: Inconel 713C
- Blade Length: 78 mm
- Root Profile: Dovetail
- Surface Roughness Requirement: Ra ≤ 0.8 µm
- Final Achieved Ra: 0.6 µm
- Profile Tolerance: ±0.015 mm
Tolerance control is not guesswork. It follows defined machining standards. I explain typical achievable ranges in CNC machining tolerances for custom turbine blades.
I used CNC profile grinding2. I avoided manual correction. Manual correction hides deviation. CNC control removes deviation.
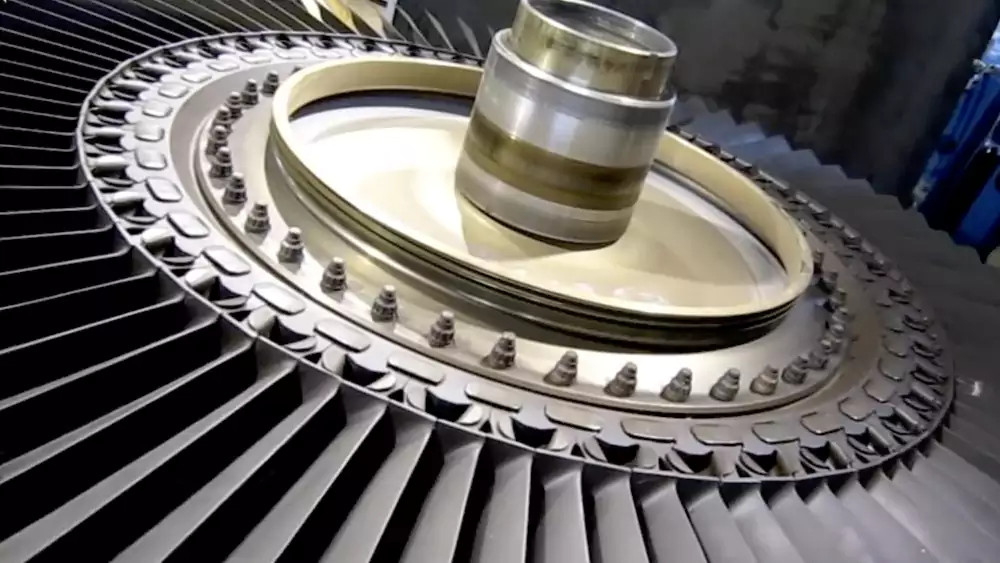
Dynamic Balancing: Stability at Speed
This is the step many foundries skip.
In the same project, the rotor operated at 48,000 RPM. I performed dynamic balancing to G2.5 grade3.
| Parameter | Value |
|---|---|
| Operating Speed | 48,000 RPM |
| Balance Grade | G2.5 |
| Residual Unbalance | < 0.8 g·mm |
| Vibration Level | Within ISO Standard |
Without balancing, bearing life would drop sharply. Customers would blame the casting. The real issue would be finishing.
Why Do Many Foundries Struggle with Secondary Processing?
Some suppliers focus only on pouring metal. They outsource machining. They rely on manual grinding. Buyers then face inconsistent quality.
The main problem in many foundries is not cost. It is fragmented process control. When secondary machining is outsourced, responsibility becomes unclear, and tolerance consistency suffers.

Common Weak Points I Have Seen
Over my 20 years, I have seen patterns:
- Machining done by third-party workshops
- No dedicated turbine blade fixtures
- Manual grinding to “fix” deviations
- No dynamic balancing equipment4
- No full inspection documentation
When I audit suppliers, I ask simple questions:
- Who controls drilling fixtures?
- How is root profile verified?
- Is balancing done in-house?
- Can you provide batch CpK data5?
If answers are vague, risk is high.
The Real Issue: Process Ownership
When casting and machining are separated, no one owns final performance. Each party protects its own step. The OEM carries the risk.
This structure increases:
- Lead time
- Communication gaps
- Dimensional surprises
- Rework cost
I built Allied Metal to avoid this model. I wanted one accountable process.
Why Does In-House Secondary Processing Matter for OEM Buyers?
Procurement managers must manage risk. Engineers must protect performance. Secondary machining capability directly affects both.
In-house drilling, grinding, and balancing reduce quality risk, shorten lead time, improve traceability, and lower total cost of ownership. One factory controls the full dimensional chain and accepts full responsibility.

Risk Reduction and Lead Time Control
When I manage secondary operations internally, I control schedule. I do not wait for external workshops. I do not argue about tolerance responsibility.
This structure gives:
- Faster feedback during sampling
- Stable batch-to-batch tolerance
- Clear documentation trail
- Easier audit process
For aerospace or energy customers, documentation matters. I provide dimensional reports6, balancing data, and material certificates together.
From Casting to Installation-Ready Parts
At Allied Metal, I integrate:
- Investment casting
- CNC drilling
- Root and profile grinding
- Dynamic balancing
- Engineering review before mass production
- Full inspection documentation
I do not ship rough castings.
I deliver installation-ready turbine blades.
Conclusion
Casting starts the process. Secondary machining decides success. Drilling, grinding, and balancing define real performance. Mature manufacturers control the entire chain. I choose to control it fully.

-
Learn why CMM inspection is critical for verifying precision and maintaining quality standards in production batches. ↩
-
Explore the definition, capabilities, and advantages of precision CNC grinding. ↩
-
Understand the impact of dynamic balancing on rotor stability, bearing life, and vibration control at high operating speeds. ↩
-
Explore this link to understand how dynamic balancing equipment enhances turbine blade quality and reduces operational risks. ↩
-
Learn why batch CpK data is crucial for assessing process capability and ensuring consistent product quality from suppliers. ↩
-
Explore this link to understand how dimensional reports ensure precision and compliance in aerospace parts, crucial for quality and safety. ↩