Are you struggling with inconsistent part dimensions from your casting supplier? Investment casting tolerances can make or break your project's success.
Investment casting tolerances refer to the acceptable deviation from a specified dimension for a cast part. They are crucial for ensuring parts fit and function correctly. Investment casting typically achieves ±0.005 inches per inch for linear dimensions. This process creates complex shapes with minimal machining. Key tolerance types include linear (size/location) and geometric (shape/orientation).
Understanding tolerances prevents production delays. I learned this early in my career when a turbine seal failed due to unchecked shrinkage. Now, let's explore critical tolerance questions.
What is the tolerance produced by the investment casting method?
Do you know why investment casting delivers such tight tolerances compared to other casting methods? The secret lies in the ceramic shell process.
Investment casting produces tolerances ranging from ±0.002 to ±0.010 inches (±0.05 to ±0.25mm) depending on part geometry, size, and material. Most standard features achieve ±0.003-0.005 inches (±0.08-0.13mm) consistently.

What factors affect these figures
Material choice comes first, Stainless steel shrinks differently than aluminum alloys. We track this through decades of casting logs. Pattern design is equally vital, Complex geometries increase variation risk. At Allied Metal, we use 3D-printed patterns for better consistency. Process controls make the final difference, Shell baking times and pouring temperatures must stay exact. I recall a helicopter bracket project where 15°F temperature shift caused 0.003 inch deviation. Our solution involved:
Material Shrinkage Rates
| Material | Shrinkage Rate | Tolerance Impact |
|---|---|---|
| Stainless 316 | 2.1% | High |
| Aluminum A356 | 1.8% | Medium |
| Cobalt Alloy | 2.3% | Very High |
Process Control Checkpoints
- Wax pattern inspection: Measure dimensions before dipping
- Shell firing: Monitor kiln temperatures hourly
- Pouring: Use calibrated thermocouples in molten metal
The 'Near-Net-Shape' Advantage
I once worked on an aerospace project. The client needed a complex turbine part that was originally machined from solid metal—expensive and wasteful. We achieved a near-net-shape1 part straight from the mold by switching to investment casting. While "near" doesn’t mean perfect, it gets us very close to final dimensions, reducing both machining time and material waste. For sourcing managers, this means lower costs and faster lead times. It's ideal for complex features that are hard or costly to machine, but it all depends on realistic tolerance expectations for the part design.
How do we define linear and geometric tolerances in casting?
Are you confused by the different callouts on technical spec sheets? Not knowing the difference between linear and geometric tolerances can lead to parts that look right but do not function.
Linear tolerances control dimensional accuracy along a straight line, such as length or width. Geometric tolerances (GD&T) control shape-related features like flatness, straightness, and concentricity. Both are critical for ensuring parts assemble and perform as designed, especially for complex aerospace components.
Beyond Simple Measurements
Early in my career, I saw an entire batch of parts get rejected. The parts did not fit together correctly, even though all the linear measurements were within specification. The problem was flatness; the mating surfaces were not flat enough to create a proper seal. This is where Geometric Dimensioning and Tolerancing (GD&T) comes in. It is a specific language for defining the required geometry of a part, not just its size. For someone like Michael in aerospace sourcing, understanding this is vital. You cannot just specify the length of a part. You must also control its form to guarantee function.
A Practical Breakdown
When you send a drawing to a foundry, clearly defining these GD&T callouts is just as important as the material selection. It tells us on the foundry floor exactly which features are critical for the part's function and where we need to focus our tightest controls.
| Tolerance Type | What It Controls | Why It Matters for a Sourcing Manager |
|---|---|---|
| Linear Tolerances | Length, width, height, diameters. | Ensures the basic size of the part is correct. These are the simplest to measure. |
| Straightness | How straight an edge or axis is. | Crucial for shafts or guide rails that need to align without binding or unnecessary friction. |
| Flatness | How flat a surface is without peaks or valleys. | Essential for mounting surfaces and seals to prevent leaks or uneven stress distribution. |
| Concentricity | How well two or more cylindrical features share a common axis. | Key for rotating parts like gears or hubs to avoid vibration, wear, and premature failure. |
How accurate is investment casting?
Accuracy separates functional parts from scrap. How reliable is investment casting? Our medical implant work proves its precision.
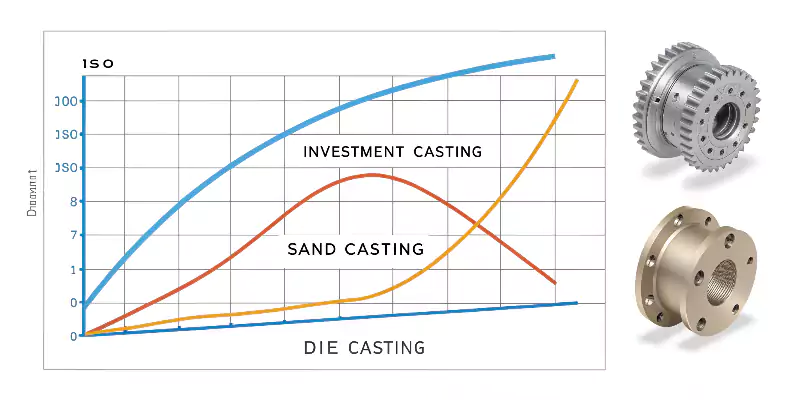
Investment casting achieves ±0.003 inch accuracy for small parts (under 6 inches). It surpasses sand casting precision by 50% and reduces machining needs by 70%.
Accuracy depends on part size and complexity. Small components like dental implants2 hold tighter tolerances than large frames. At Allied Metal, we combine casting with 3D printing for critical features. Last year, we produced drone motor mounts within 0.002 inch variance across 10,000 units. Key accuracy factors:
Size-Based Accuracy Benchmarks
| Part Size | Typical Accuracy | Application Example |
|---|---|---|
| < 2 inches | ±0.003 inch | Surgical tools |
| 2-10 inches | ±0.005 inch | Fuel nozzles |
| > 10 inches | ±0.008 inch | Generator housings |
Repeatability matters most for aerospace clients. We achieve this through automated shell coating and robotic pouring. Human error caused 80% of our early inaccuracies. Now, machines handle repetitive tasks.
What is the ISO standard for investment casting?
Standards prevent quality disputes. Which ISO standard applies? German automotive clients often ask this.
ISO 8062-3 specifies investment casting tolerances ranging from CT4 to CT7 grades, with CT5 being most common for standard applications. CT5 allows ±0.32mm (±0.013 inches) for 100mm dimensions, while CT4 achieves ±0.20mm (±0.008 inches).
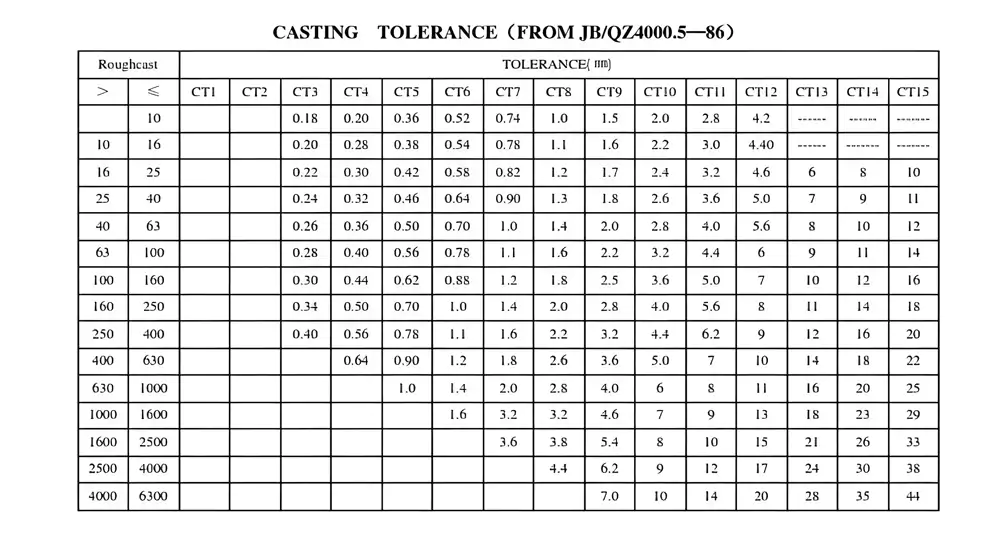
ISO 8062-33 replaced the older ISO 8062 standard in 2007. The new standard provides more realistic tolerance expectations based on actual casting capabilities. It considers part size, casting method, and alloy type when determining appropriate tolerance grades. Investment casting typically achieves CT4 to CT6 grades depending on specific requirements.
The tolerance grade system works logarithmically. Each grade represents approximately 60% tighter tolerances than the previous grade. CT4 is the tightest practical grade for investment casting. CT7 represents looser tolerances suitable for less critical dimensions. Most aerospace applications specify CT4 or CT5 grades.
I've worked with European clients who always reference ISO standards in their drawings. Understanding these grades helps communicate expectations clearly. A CT5 grade on a 50mm dimension allows ±0.24mm tolerance. This translates to roughly ±0.009 inches, which aligns well with typical investment casting capabilities.
ASTM standards also apply in North American markets. ASTM A703 covers steel investment castings. ASTM B637 addresses superalloy investment castings. These standards often reference dimensional tolerances similar to ISO grades but use different nomenclature.
Different countries may have additional standards. JIS standards apply in Japan. DIN standards remain common in Germany despite ISO adoption. Understanding your customer's preferred standards ensures specification compliance and reduces communication errors.
European clients like Michael’s company demand ISO compliance. We include tolerance certificates with every shipment to avoid delays.
What variables can throw off your casting tolerances?
Are you frustrated by unexpected dimensional variations in your cast parts? Unseen factors in the process can ruin an entire production run. Let me show you what to watch out for.
Key factors affecting investment casting tolerances include the part's design complexity, the type of metal or alloy being poured, the age and quality of the tooling, and the level of process control at the foundry. Each of these elements must be carefully managed.

A Balancing Act
Achieving tight tolerance is a constant balancing act on the foundry floor. We are always managing a number of variables that can influence the final outcome of the part. Ignoring even one of these can lead to parts that are out of spec.
Critical Factors Explained
Here are the key factors we manage every day. One client designed a part with a long, thin section, but we had to explain that keeping it perfectly straight would be tough due to cooling warpage4. Our solution was a small support rib—it fixed the issue without affecting the function.
We use precise shrinkage factors for every alloy we cast. As soon as a customer picks a material, we adjust the tooling design to match its behavior. I always remind the team: a part is only as good as its mold.
That's why we follow a strict tooling maintenance and inspection schedule. This is where craftsmanship meets science. Our facility is climate-controlled, and every step is tracked. With this data, we can trace and fix any deviation at its source.
| Factor | Impact on Tolerance | My Experience |
|---|---|---|
| Part Geometry | Complex shapes with thin walls are harder to control. | A client's part had a long, thin section prone to warping. We suggested adding a small support rib, which fixed the issue without changing the part's function. |
| Alloy Selection | Different metals shrink at different rates as they cool. | We have specific shrink factors for every alloy. When a client specifies a material, we adjust the tooling to match that metal's behavior. A one-size-fits-all approach fails. |
| Tooling Quality | Molds wear out over time. An old or poorly made mold creates less accurate parts. | I always say the part is only as good as the mold. We follow a strict maintenance schedule. For high-volume aerospace parts, we may build multiple tools to ensure consistency. |
| Process Control | Temperature, humidity, and timing at every step are crucial. | This is where skill meets science. Our facility is climate-controlled, and we log every step. This data helps us find and fix any problems fast, ensuring the consistency Michael needs. |
Investment Casting Tolerances in Allied Metal Foundry
What makes Allied Metal different when it comes to achieving consistent tolerances? Our approach combines experience with technology to deliver predictable results.
Allied Metal consistently achieves ±0.003-0.005 inches on standard features and ±0.002 inches on critical dimensions through controlled processes, precise tooling, and comprehensive quality systems. We guarantee tolerance capability before production begins.

Our competitive edge combines old and new methods. Traditional craftsmanship guides process design. Modern automation ensures consistency. For a recent jet engine component, we held ±0.004 inch flatness across curved surfaces. How we do it:
Technology Integration
- Pattern making: Digital light processing (DLP) printers5
- Mold creation: Uniform ceramic shells via robotic dipping
- Quality control: On-site CT scanning for internal features
Aerospace Case Study
- Part: Titanium fuel valve
- Tolerance challenge: 0.005 inch concentricity in 2-inch bore
- Solution: Custom fixture for vertical pouring
- Result: 99.8% pass rate on 15,000 units
This system emerged from early struggles. I once scrapped 500 misaligned brackets due to manual measurements. Now, sensors track every critical dimension.
Conclusion
Precision in investment casting isn’t accidental—it’s the result of smart design, close collaboration, and tight process control. With the right approach, ±0.002–0.005 inch tolerances are not only possible but consistent.
Need precision parts without the extra machining? Contact us to see how we can help.

-
Exploring this resource will provide insights into how near-net-shape manufacturing can enhance efficiency and reduce costs in production. ↩
-
Explore this link to understand the precision required in dental implants, crucial for successful procedures. ↩
-
Explore this link to understand how ISO 8062-3 enhances casting tolerances and improves manufacturing precision. ↩
-
Cooling warpage can significantly impact part quality. Learn more about its effects and solutions to improve your production outcomes. ↩
-
Exploring DLP technology can provide insights into modern manufacturing techniques and their advantages over traditional methods. ↩